Qualité de congélation supérieure
La congélation de qualité IQF permet de conserver la saveur et l'humidité du produit, de maximiser le rendement final et de préserver la valeur de la prime.
En tant que fabricant de tunnels de congélation industriels et de tunnels de congélation pour l'industrie alimentaire, nous aidons les usines de transformation de la viande, de la volaille, des fruits de mer, des légumes, des produits de boulangerie et des plats préparés à fonctionner en continu, en toute sécurité et de manière efficace.
Nos tunnels de congélation sont conçus pour relever les défis les plus difficiles de la production alimentaire. Chaque caractéristique est conçue pour offrir une qualité supérieure, une fiabilité inégalée et des économies significatives, vous permettant ainsi d'être leader sur le marché.
La congélation de qualité IQF permet de conserver la saveur et l'humidité du produit, de maximiser le rendement final et de préserver la valeur de la prime.
Fini les dégivrages fréquents. Fonctionne en continu jusqu'à 10 jours, garantissant une production stable et une livraison dans les délais.
Une réfrigération optimisée et des commandes intelligentes permettent de réaliser des économies d'énergie substantielles au quotidien, ce qui réduit directement vos coûts d'exploitation et améliore votre résultat net.
Equipped with a smart cleaning system for automated cleaning and 100% accessibility for cleaning, helping you pass strict audits.

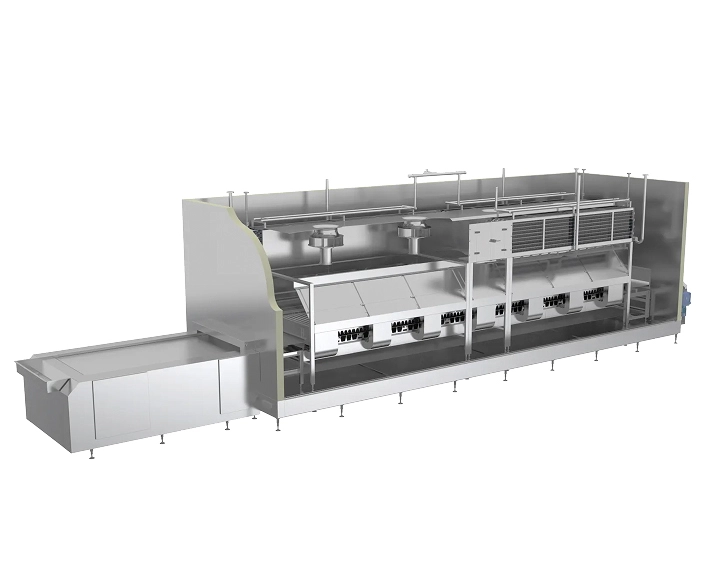
Un tunnel de congélation déplace les produits dans une zone à basse température contrôlée sur un tapis. Un flux d'air uniforme et un transfert de chaleur élevé à la surface et au cœur du produit permettent une congélation rapide tout en protégeant la forme et la texture. Les commandes maintiennent la vitesse de la bande, le flux d'air et les profils de température afin que les produits soient congelés rapidement et qu'ils quittent le congélateur secs et fluides. Les tunnels de congélation peuvent être configurés comme des systèmes de réfrigération mécanique ou comme des systèmes cryogéniques. Les deux visent à stabiliser la production, mais ils diffèrent en termes d'investissement, de vitesse et de coût d'exploitation.
We offer a scalable tunnel freezer range to match different plant sizes.
Ideal for smaller plants, new product lines or high-value specialty items.
For mainstream food processing lines balancing throughput and footprint.
Pour les installations à haut débit. Conçus pour de longues séries continues.
Our industrial tunnel freezers combine robust hardware with smart controls to deliver repeatable IQF results

We lower your production costs by reducing the energy needed to freeze each kilogram, leading to measurable savings.

Our tunnel freezers have been applied across a wide range of products and industries.
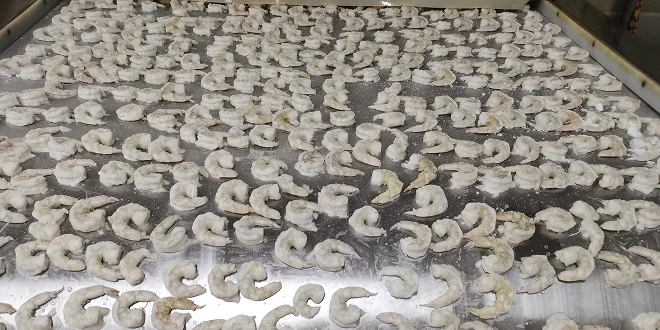
Préservez la texture ferme et la qualité fraîche de vos crevettes.

Ils conservent l'humidité et la fraîcheur pour préserver le goût et la texture naturels.

Préserve la structure délicate du gluten et la viabilité de la levure de votre pâte, garantissant une levée parfaite et une texture exceptionnelle après la cuisson.

Conservez la couleur, les nutriments et la texture des produits frais de la ferme pour des résultats IQF de première qualité.

Protégez l'aspect esthétique de chaque repas, en simplifiant le processus de respect des contrôles de qualité stricts et en passant avec succès les audits des clients.
The Square Technology Installation crew just finished a complete ready

The Square Technology Installation crew just finished a complete ready

It is the hottest summer in 10 years. Our workers

Nos tunnels de congélation sont conformes aux normes CE, CNAS et ASME. innovations brevetées pour la sécurité, l'hygiène et la fiabilité des performances.

Si vous envisagez d'installer une nouvelle ligne de congélation tunnel ou de moderniser une ligne existante, notre équipe est prête à vous aider à concevoir une solution adaptée à vos produits, à votre capacité et à votre budget.
Start from your product type, target capacity (kg/h), infeed and discharge temperatures and available floor space. From there, we can estimate the required belt area, freezing time and refrigeration capacity, and match you with the right tunnel freezer capacity range. For critical investments, we recommend a detailed engineering study to ensure you neither over- nor under-size your system.
Installation and commissioning time depends on the tunnel freezer size, site conditions and how many lines are involved. For a typical project, you can expect several weeks from equipment arrival to stable production. Our project team will work with your schedule, coordinate with other suppliers and aim to minimize disruption to your existing operations.
Yes, a single tunnel freezer can handle multiple products as long as it is designed with enough flexibility in vitesse de la bande, airflow et control settings. With recipe management, you can switch between products by changing parameters. However, you should plan for proper cleaning and, where needed, CIP cycles between products to avoid cross-contamination and quality issues.
This depends on the product and configuration. With ADF and batch defrosting, high-moisture products can run up to 72 hours without stopping, and some cooked lines up to 10 days before a major defrost. CIP and hygienic design make cleaning faster and more effective. We will recommend a cleaning and defrost schedule based on your specific application and audit requirements.
Energy and maintenance are key parts of tunnel freezer TCO. Efficient design, appropriate sizing and stable operation can significantly reduce tunnel freezer energy consumption and wear. Our engineering team can provide energy estimates during the proposal stage and suggest preventive maintenance plans to keep your unit cost as low as possible over the equipment’s life.
To prepare a detailed tunnel freezer quotation and proposal, we usually need:
The more detail you provide, the more accurate and tailored our proposal can be.