Shrimp IQF freezing helps processors freeze each shrimp piece separately, protect texture, and reduce yield loss. In most shrimp lines, an IQF tunnel freezer controls the freezing rate with cold air, belt speed, airflow, and residence time. These factors affect ice crystal size, drip loss, glazing, coating quality, and final core temperature.
Based on seafood freezing equipment and processing line experience, this guide explains how tunnel IQF freezing works and how plants can improve results. It covers shrimp preparation, infeed temperature, air temperature, air velocity, belt loading, belt type, glazing, packaging, cold storage, hygienic design, common defects, and quality checks for raw, cooked, breaded, and shell-on shrimp.
What is IQF Tunnel Freezing for Shrimp, and Why Does It Set the Ceiling for Yield and Texture?
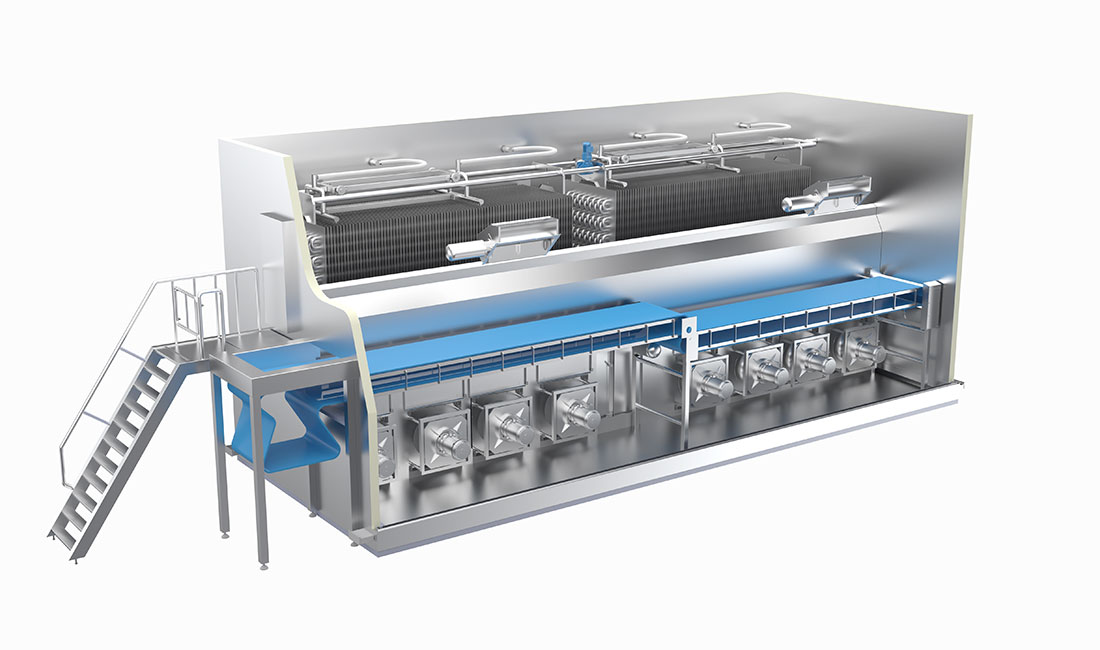
IQF tunnel freezing moves shrimp on a straight conveyor through a chamber of cold air held at −35 °C to −40 °C. Each piece freezes individually in 3 to 15 minutes, depending on size. The continuous tunnel layout controls freezing rate from entry to exit, which sets the upper limit on both recovered yield and post-thaw texture.
How Does a Tunnel Differ from Spiral and Fluidized Bed Freezers?
Unlike batch blast freezing, a tunnel keeps product moving, so every shrimp sees a nearly identical cold-air profile. Unlike spiral freezers, the tunnel gives products a clean, straight path — valuable for coated or rigid items that would deform on a stacked belt. Unlike fluidized beds, which lift small particles in upward airflow, tunnels accept a wider range of shrimp shapes and sizes. For processors comparing equipment classes, the Square Technology tunnel freezer line focuses on this balance of flexibility and uniform freezing.
Before diving into the science, it helps to see the whole line end to end. A typical IQF shrimp line moves through eight stages, and the tunnel freezer sits at the center of the sequence:
| Stage | Purpose | Typical Temperature |
| Wash | Remove surface debris and fines | Ambient / chilled water |
| Grade | Sort by count size for uniform freezing | Chilled |
| Devein | Remove digestive tract (raw lines) | 0–4 °C |
| Cook (optional) | For cooked or breaded products | 85–95 °C |
| Chill | Lower core to infeed temperature | 0–4 °C |
| IQF Tunnel | Freeze each piece individually | −35 to −40 °C |
| Glaze | Form protective ice layer on surface | 0–2 °C water |
| Emballage | Moisture-barrier bagging and boxing | Below −18 °C |
The cook stage only applies to cooked, breaded, or value-added products. Raw IQF lines skip directly from devein to chill. Regardless of path, the tunnel freezer is the stage that determines whether upstream quality survives into the final package.
Why Does Ice Crystal Size Determine Shrimp Texture and Drip Loss?
Fast freezing forms small intracellular ice crystals that preserve muscle fibres and protein structure. Slow freezing forms large extracellular crystals that rupture cell walls and denature myofibrillar proteins, lowering the shrimp’s water-holding capacity.
Tunnel freezers control this outcome through three levers:
- air velocity
- air temperature
- residence time
Why The Critical Zone Matters Most
The most damaging phase happens between −1 °C and −5 °C, often called the critical zone. A well-designed tunnel pushes product through this zone in under 30 minutes, and often in under 15. When the shrimp clears the zone fast, its cell membranes stay intact. This is why drip loss after thawing becomes the cleanest single test of freezing quality — higher drip loss almost always points back to a slower freezing rate.
Which Shrimp Products Are Best Suited to Tunnel IQF Freezing?
Tunnel freezers are the default choice whenever shrimp shape is flat, thin, rigid, or coated. Typical fits include butterflied shrimp, tempura, breaded shrimp, skewered shrimp, and shell-on varieties that must hold their form. The straight conveyor prevents coating from cracking off, and the open airflow keeps every surface exposed to the cold stream. The following table shows which tunnel format tends to work best for each common shrimp product type.
| Shrimp Product | Recommended Tunnel Type | Key Reason |
| Butterflied / skewered | Impingement mesh belt | High-velocity jets freeze thin cross-sections in minutes |
| Breaded or tempura | Impingement plate belt | Solid belt prevents coating fallout |
| Shell-on, head-on | Conventional mesh tunnel | Gentle airflow protects antennas and color |
| Peeled raw (large count) | Conventional mesh tunnel | Even airflow across irregular shapes |
Which Pre-freezing Factors Set the Yield Ceiling Before Shrimp Enters the Tunnel?
Even the best tunnel cannot fix upstream mistakes. Yield is largely decided by species, freshness, soaking protocol, and the temperature of shrimp at the infeed belt.

How Species and Soaking Affect Final Yield
Species behave differently under the same cold-air profile. Vannamei freezes predictably thanks to its moderate moisture content. Black tiger shrimp, typically larger in count size, demands slightly longer residence time to ensure the core passes the critical zone. Argentine red shrimp, with softer muscle texture and higher autolytic enzyme activity, benefits from shorter exposure to avoid texture collapse.
Soaking protocol matters just as much. Sodium tripolyphosphate has long been used to raise water-holding capacity, but more buyers now require phosphate-free treatments. Melanosis must also be prevented upstream with controlled sulfite dosing, because no freezer can reverse it. Finally, shrimp entering the tunnel should be chilled to 0–4 °C. Warmer infeed temperatures push the freezer into overload and lengthen residence time beyond the safe two-hour threshold.
What Parameters Inside the Tunnel Protect Shrimp Yield and Texture?
Industry practice demands that core temperature pass the critical zone in under two hours, and tunnel IQF lines routinely achieve this within 10 to 15 minutes.
Four parameters jointly decide whether this target is met:
- air temperature
- air velocity
- residence time
- belt configuration
The first three control freezing rate; the fourth controls product separation and coating integrity.
How Airflow, Temperature, and Residence Time Work Together
Air temperature between −35 °C and −40 °C combined with air velocity of 10 to 30 meters per second for impingement designs (5 to 10 meters per second for conventional tunnels) drives heat out of each shrimp fast enough to form small intracellular ice crystals. Residence time must then match shrimp size — too short leaves the core warm, too long wastes energy and hardens the surface. The table below shows typical freezing times for shrimp inside a well-tuned IQF tunnel.
| Shrimp Count (per lb) | Approximate Weight | Typical Residence Time |
| U-15 | 30+ g | 12–15 min |
| 21/25 | 18–22 g | 8–12 min |
| 31/40 | 11–14 g | 6–9 min |
| 41/50 | 9–11 g | 5–7 min |
Belt loading density sits between these parameters. If shrimp are piled too thickly, cold air cannot reach the middle of the layer and some pieces exit only partly frozen. If loaded too sparsely, energy is wasted on empty belt space.
Why Belt Type Affects Appearance and Yield
Belt choice directly affects product separation, coating retention, and visual grade:
- Mesh belt: Best for raw peeled, PUD, and loose shell-on shrimp. Cold air flows from below, maximizing surface contact and keeping pieces separated.
- Plate belt: Best for breaded, battered, or tempura-coated shrimp. The solid surface prevents coating crumbs from falling through and protects delicate layers from direct airflow damage.
- Stainless construction: Required regardless of belt type, to resist corrosion from glazing water, brine, and cleaning chemicals.
How Should Shrimp Exiting the Tunnel Be Glazed, Packed, and Stored?
Once shrimp leave the tunnel at a core temperature of −18 °C, they are glazed almost immediately. Glazing dips each piece in water held at 0–2 °C, forming a protective ice layer between 5 and 20 percent of product weight, depending on destination market and labeling rules.
After glazing, shrimp move into moisture-barrier packaging designed to block sublimation. Cold storage must hold at or below −18 °C throughout distribution. Processors tracking Time-Temperature-Tolerance data know that every short warming event during transport compounds the rest of the shelf-life curve. For that reason, tunnel output is often paired with hardening freezers and insulated cold storage rather than being released directly to warmer dispatch bays.
How Is a Tunnel IQF Freezer Integrated into a Complete Shrimp Processing Line?
A tunnel freezer is rarely a standalone machine. It sits between upstream chilling or cooking and downstream glazing, weighing, and packing. Refrigeration capacity must match throughput, or the tunnel becomes the bottleneck that breaks the entire cold chain.
For raw shrimp, the upstream section includes washing, grading, deveining, and pre-chilling. For cooked or breaded shrimp, a continuous cooker and chiller sit before the tunnel, lowering infeed temperature to about 4 °C. Downstream, the tunnel synchronizes with glazing tanks, metal detectors, and retail packers.
Why Does Hygienic Design of a Tunnel Freezer Affect Yield and Food Safety?
Sticky raw shrimp make tunnel freezers prone to biofilm buildup on belts, drip trays, and air circuits. Any cross-contamination event can force processors to downgrade or discard batches — a pure yield loss. Choosing modern tunnels address this with open-frame stainless construction, Clean-in-Place spray bars, and removable panels that allow full interior access.
Hygienic design delivers three practical benefits:
- It shortens cleaning cycles, which raises effective production hours per week;
- It reduces microbial load, which extends shelf life
- It prevents product downgrading, which directly protects usable yield
What Quality Defects Appear with Tunnel-Frozen Shrimp and How Are They Diagnosed?
The most common defects map cleanly to a single corrective action inside the tunnel. Operators who can read these signals fix problems within hours rather than days.
The table shows tunnel-frozen shrimp quality defects and solutions:
| Defect | Likely Root Cause | First Correction |
| Clumping | Belt overloaded or airflow blocked | Reduce belt loading, check air seals |
| Freezer burn | Glazing failure or package leak | Restore glazing ratio, inspect seals |
| Coating fallout | Wrong belt type for product | Switch to plate belt |
| Rubbery texture | Freezing rate too slow | Increase air velocity, shorten residence time |
| Excess drip loss | Infeed temperature too high | Add pre-chilling, check upstream hand-off |
What Does a High-Yield Shrimp Tunnel IQF Line Look Like in Practice?
A typical benchmark project — a 2,000 kg per hour breaded vannamei line using an impingement tunnel with NH3/CO2 cascade refrigeration — achieves under 1.5 percent drip loss, glazing under 8 percent, and core temperature of −18 °C within 10 minutes. Return on investment for this configuration typically falls within 18 to 30 months, depending on local energy costs and product mix. Success metrics are tracked daily: drip loss, glazing percentage, residence time, core temperature, and energy consumption per kilogram of frozen product.
FAQs
Is a tunnel freezer better than a spiral freezer for shrimp? Tunnels suit thin, rigid, or coated shrimp; spirals suit larger volumes where vertical space is limited.
How long does tunnel IQF freezing take for a 21/25 count? Between 8 and 12 minutes inside a properly tuned impingement tunnel.
Can raw and cooked shrimp share the same tunnel freezer? Yes, if the tunnel has adjustable belt speed, airflow, and temperature setpoints, and if hygiene protocols separate the runs.
Why do tunnel-frozen shrimp stick together? Usually because belt loading is too dense or airflow below the belt is partially blocked.
How should tunnel-frozen shrimp be thawed? Slowly, under refrigeration or cold running water, never in warm water.