Superior Freezing Quality
Achieve IQF-grade freezing that locks in product flavor and moisture, maximizing your final yield and preserving premium value.
As an industrial tunnel freezer and food processing tunnel freezer manufacturer, we help meat, poultry, seafood, vegetable, bakery and prepared meal plants run continuously, safely and efficiently.
Our tunnel freezers are engineered to solve the toughest challenges in food production. Each feature is designed to deliver superior quality, unmatched reliability, and significant cost savings, empowering you to lead the market.
Achieve IQF-grade freezing that locks in product flavor and moisture, maximizing your final yield and preserving premium value.
Say goodbye to frequent defrosting. Run continuously for up to 10 days, ensuring stable production and on-time delivery.
Optimized refrigeration and smart controls save substantial energy daily, directly lowering your operational costs and boosting your bottom line.
Equipped with a smart cleaning system for automated cleaning and 100% accessibility for cleaning, helping you pass strict audits.

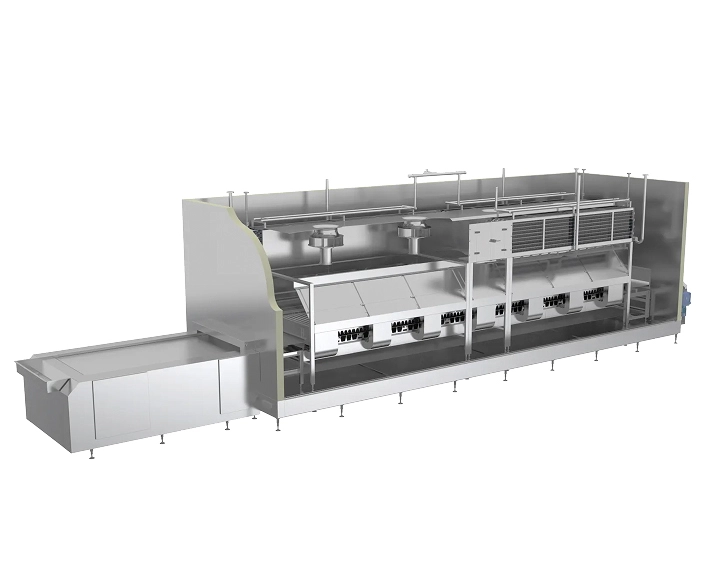
A tunnel freezer moves products through a controlled low temperature zone on a belt. Uniform airflow and high heat transfer at the surface and core drive rapid freezing while protecting shape and texture. Controls maintain belt speed, airflow, and temperature profiles so products freeze quickly and leave the freezer dry and free flowing. Tunnel freezers can be configured as mechanical refrigeration systems or as cryogenic systems. Both aim to stabilize output, but they differ in investment, speed, and operating cost.
We offer a scalable tunnel freezer range to match different plant sizes.
Ideal for smaller plants, new product lines or high-value specialty items.
For mainstream food processing lines balancing throughput and footprint.
For high throughput plants. Designed for long continuous runs.
Our industrial tunnel freezers combine robust hardware with smart controls to deliver repeatable IQF results

We lower your production costs by reducing the energy needed to freeze each kilogram, leading to measurable savings.

Our tunnel freezers have been applied across a wide range of products and industries.
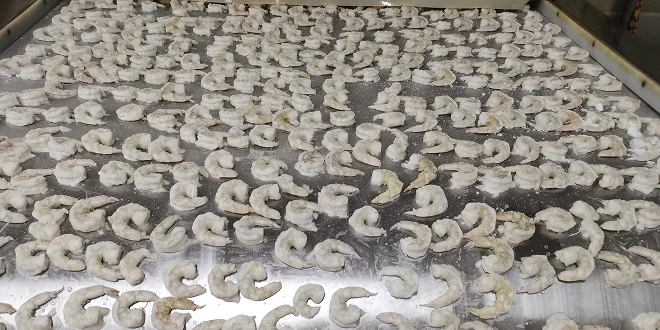
Preserve the firm texture and fresh quality of your shrimp.

Lock in moisture and freshness to preserve natural taste and texture.

Preserve the delicate gluten structure and yeast viability of your dough, ensuring a perfect rise and exceptional texture after baking.

Lock in farm-fresh color, nutrients, and texture for premium IQF results.

Protect the great look of every meal, simplifying the process of meeting strict quality control and passing any customer audit.
Client Location: ChicagoEquipment Supplier: Square Technology Group Co., Ltd. IQF: Ambient spiral cooler& spiral freezerRefrigeration System: Bitzer

The Square Technology Installation crew just finished a complete ready

The Square Technology Installation crew just finished a complete ready

Our tunnel freezers meet CE, CNAS, and ASME standards, backed by patented innovations for safety, hygiene, and reliable performance.

If you are planning a new tunnel freezer line or upgrading an existing one, our team is ready to help you design a solution that fits your products, capacity and budget.
Start from your product type, target capacity (kg/h), infeed and discharge temperatures and available floor space. From there, we can estimate the required belt area, freezing time and refrigeration capacity, and match you with the right tunnel freezer capacity range. For critical investments, we recommend a detailed engineering study to ensure you neither over- nor under-size your system.
Installation and commissioning time depends on the tunnel freezer size, site conditions and how many lines are involved. For a typical project, you can expect several weeks from equipment arrival to stable production. Our project team will work with your schedule, coordinate with other suppliers and aim to minimize disruption to your existing operations.
Yes, a single tunnel freezer can handle multiple products as long as it is designed with enough flexibility in velocidad de la cinta, airflow y control settings. With recipe management, you can switch between products by changing parameters. However, you should plan for proper cleaning and, where needed, CIP cycles between products to avoid cross-contamination and quality issues.
This depends on the product and configuration. With ADF and batch defrosting, high-moisture products can run up to 72 hours without stopping, and some cooked lines up to 10 days before a major defrost. CIP and hygienic design make cleaning faster and more effective. We will recommend a cleaning and defrost schedule based on your specific application and audit requirements.
Energy and maintenance are key parts of tunnel freezer TCO. Efficient design, appropriate sizing and stable operation can significantly reduce tunnel freezer energy consumption and wear. Our engineering team can provide energy estimates during the proposal stage and suggest preventive maintenance plans to keep your unit cost as low as possible over the equipment’s life.
To prepare a detailed tunnel freezer quotation and proposal, we usually need:
The more detail you provide, the more accurate and tailored our proposal can be.
