
Os congeladores de túnel destacam-se como peças sofisticadas e fiáveis de maquinaria industrial que fazem parte da cadeia de frio no processamento de alimentos. Empregando tecnologia avançada de congelação, estes sistemas permitem a congelação rápida e uniforme de uma variedade de produtos alimentares. O seu ambiente controlado assegura que a qualidade e a frescura dos produtos são preservadas, levando-os rapidamente a temperaturas suficientemente baixas para inibir o crescimento bacteriano e a atividade enzimática. Os produtores de alimentos utilizam os congeladores de túnel não só pela sua eficiência, mas também porque poupam espaço em comparação com outros tipos de congeladores.
As aplicações dos congeladores de túnel são extremamente vastas, desde a conservação de carnes e mariscos a refeições prontas e vegetais congelados. Esta versatilidade torna-os indispensáveis nas empresas do sector alimentar, onde a velocidade de congelação pode fazer uma diferença significativa na manutenção da textura, sabor e qualidade geral do produto. Diferentes configurações de congeladores de túnel satisfazem diversos requisitos de processamento, reforçando o seu papel como um componente vital nas linhas de produção alimentar contemporâneas.
Para além das suas vantagens operacionais, os congeladores de túnel são também altamente eficientes em termos energéticos. Ao minimizarem o consumo de energia, oferecem aos produtores de alimentos uma solução mais económica em comparação com os métodos de congelação convencionais. Os benefícios financeiros, juntamente com a melhoria da qualidade do produto, sublinham o papel central dos congeladores de túnel no processamento de alimentos e realçam a razão pela qual são a opção preferida para velocidade e uniformidade em aplicações de congelação industrial.
Fundamentos dos congeladores de túnel

Os congeladores de túnel são sistemas sofisticados concebidos para uma congelação rápida e uniforme. Integram tecnologias avançadas e são essenciais para as indústrias que exigem a congelação de produtos a granel com eficiência.
Conceção e mecanismo dos congeladores de túnel
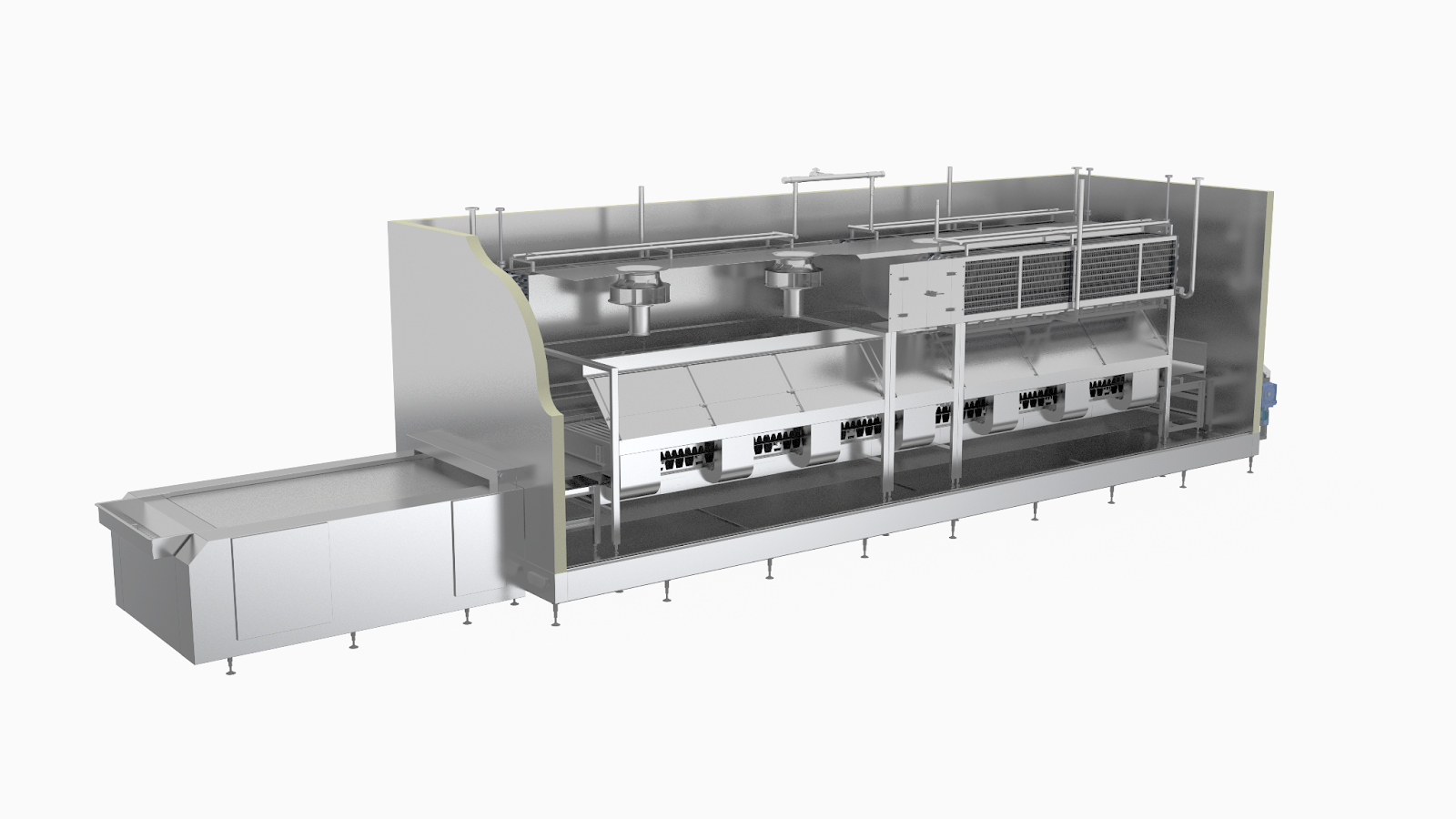
Os congeladores de túnel consistem normalmente numa caixa isolada equipada com um sistema de correia transportadora que transporta produtos através de uma zona de congelação controlada. Os produtos entram numa extremidade, avançam através do túnel onde são expostos a ar frio ou criogénico agentes como azoto líquidoe sair congelado na extremidade oposta.
O túnel de congelação funciona com sistemas de caudal de ar concebidos com precisão que garantem uma distribuição uniforme da temperatura. Através de ar frioA temperatura de congelação rápida é alcançada, reduzindo a probabilidade de formação de cristais de gelo que podem danificar a estrutura celular do produto.
Congelamento criogénico vs. mecânico
Congeladores de túnel criogénicos utilizar líquidos criogénicos - principalmente azoto líquido ou dióxido de carbono - para obter uma congelação rápida. Quando o líquido criogénico entra em contacto com os produtos, absorve rapidamente o calor, vaporiza-se e congela rapidamente os produtos.
Por outro lado, a congelação mecânica envolve a circulação de água refrigerada ar frio sobre os produtos para baixar gradualmente a sua temperatura. Embora não sejam tão rápidos como a congelação criogénica, os sistemas mecânicos são mais comuns e podem ser rentáveis para determinadas aplicações.
Ambos os métodos têm como objetivo preservar a qualidade do produto e prolongar o prazo de validade, mas respondem a requisitos diferentes com base na escala de produção, nos limites de temperatura e na natureza específica dos produtos a congelar.
Benefícios do congelamento de túneis

Os congeladores de túnel foram concebidos para melhorar a preservação e a segurança dos alimentos, optimizando simultaneamente a eficiência do processo de congelação. Estas vantagens são fundamentais para os produtores que exigem os mais elevados padrões de qualidade e segurança nos seus produtos congelados.
Preservação da qualidade e da frescura
- Qualidade: Os congeladores de túnel permitem uma congelação rápida, o que é fundamental para reduzir a formação de grandes cristais de gelo na estrutura celular dos alimentos, preservando assim a textura e a qualidade original do produto.
- Frescura: Devido ao rápido processo de congelação, os produtos alimentares mantêm a sua frescura, o que se traduz num aumento do prazo de validade quando chegam aos consumidores.
Reforçar a segurança alimentar
- Segurança: Um ambiente de congelação controlado reduz a possibilidade de crescimento bacteriano, o que reforço da segurança alimentar.
- Ao manter uma temperatura de congelação constante, os congeladores de túnel garantem que os produtos alimentares são mantidos consistentemente a temperaturas seguras durante todo o processo de congelação.
Eficiência operacional
- Eficiência: Estes sistemas foram concebidos para serem eficientes em termos energéticos, resultando frequentemente em custos de energia mais baixos em comparação com os métodos tradicionais de congelação.
- Devido à sua conceção e capacidades de automatização, os congeladores de túnel melhoram a eficiência do processo de produção alimentar, permitindo um fluxo contínuo de produtos.
Graças a estas vantagens específicas, os congeladores de túnel representam uma solução inestimável para a indústria de transformação de alimentos.
Aplicações nas indústrias alimentares

Os congeladores de túnel são parte integrante de vários sectores da indústria alimentar, assegurando uma congelação rápida para uma gama de produtos, mantendo a qualidade.
Impacto na transformação de marisco e de carne
No domínio da transformação de marisco e carneos túneis de congelação desempenham um papel fundamental. Quer se trate de carne cortes ou delicados frutos do marA capacidade de congelação consistente e eficiente garante que estes artigos permanecem frescos desde o momento da transformação até chegarem ao consumidor.
Papel na conservação de frutas e legumes
A utilização de túneis de congelação estende-se a conservação de frutos e produtos hortícolasonde a manutenção da frescura, da cor e da integridade nutricional é fundamental. Estes congeladores podem baixar rapidamente a temperatura de vegetais e frutosevitando assim reacções enzimáticas que poderiam degradar a sua qualidade. Este método de congelação é particularmente benéfico para frutas e legumes tenros, que são propensos a contusões e deterioração.
Padaria, refeições prontas e outros produtos alimentares
Os congeladores de túnel não se limitam aos produtos crus; também desempenham funções essenciais na padaria e refeições prontas sectores. A capacidade de congelação rápida produtos de pastelaria ajuda a reter a sua humidade e textura, prolongando o prazo de validade sem sacrificar o sabor. Da mesma forma, para refeições prontasPara os alimentos que requerem uma rápida entrega, mantendo o conteúdo nutricional e o sabor, os congeladores de túnel fornecem uma solução indispensável. Vários alimentos em todo o mundo indústria alimentar beneficiar do congelamento uniforme e eficiente que as tecnologias de túneis oferecem.
Avanços tecnológicos

Os avanços tecnológicos nos congeladores de túnel melhoraram significativamente o processo de congelação, tornando-o mais eficiente e amigo do ambiente. Estes avanços englobam tanto inovações de design como reduções no consumo de energia.
Inovações em sistemas de congelação
As inovações na tecnologia dos túneis de congelação introduziram a utilização de azoto líquido e dióxido de carbono como refrigerantes, permitindo uma refrigeração rápida e uma melhor preservação da qualidade dos alimentos. Estes agentes criogénicos aceleraram o processo de processo de congelaçãoproporcionando uma rápida capacidade de congelação profunda. Os sistemas de controlo avançados aumentam ainda mais a eficácia destes congeladores, permitindo uma gestão precisa da temperatura e do ambiente, conduzindo a produtos uniformemente congelados.
- Sistemas de nitrogénio líquido: Estes sistemas utilizam azoto líquido que permite uma congelação rápida a temperaturas muito baixas.
- Sistemas de dióxido de carbono: Utilização do dióxido de carbono como refrigerante pelas suas propriedades de gás e de líquido durante o ciclo de congelação.
Consumo de energia e impacto ambiental
A eficiência energética tem-se tornado cada vez mais importante nas operações de congelação em túnel. Com os avanços nos materiais de isolamento e na conceção, os túneis de congelação modernos são concebidos para minimizar consumo de energia. A integração de sistemas de controlo avançados garante que os congeladores funcionam de forma óptima, reduzindo o desperdício de energia.
- Materiais de isolamento: Os materiais mais recentes proporcionam um melhor isolamento, mantendo o ar frio no interior e reduzindo as fugas de energia.
- Conceção de refrigeração: A melhoria da conceção dos sistemas de refrigeração permite reduzir a energia necessária para manter as baixas temperaturas.
Os esforços para monitorizar o impacto ambiental também conduziram a inovações, como a utilização de refrigerantes ecológicos, que reduzem a pegada ecológica destes sistemas.
Escolher o túnel congelador certo

Seleção do congelador de túneis adequado é crucial para a eficiência e a relação custo-eficácia na indústria de transformação de alimentos. Factores-chave como a capacidade, a escalabilidade e os custos do ciclo de vida devem orientar o processo de tomada de decisão para garantir um investimento a longo prazo que se alinhe com os requisitos de produção.
Capacidade e escalabilidade
Ao avaliar capacidadeé essencial ter em conta os capacidade de produção que corresponda às necessidades actuais e ao crescimento futuro. O tamanho de um túnel de congelação é frequentemente medido em termos do volume de alimentos que pode congelar num período de tempo específico. As empresas devem avaliar as suas cargas médias de produção e as horas de maior procura para determinar um tamanho de congelador que não comprometa a eficiência.
- Pequena escala: Adequado para empresas em fase de arranque ou pequenas operações em que o espaço e os recursos são limitados.
- Média escala: Concebido para empresas de média dimensão com uma produção substancial mas não de nível industrial.
- Em grande escala: Ideal para líderes da indústria que requerem capacidade máxima para congelamento contínuo e de alto volume.

Custos de manutenção e de ciclo de vida
Custos do ciclo de vida são uma combinação do preço de compra, dos custos de funcionamento, das despesas de manutenção e do tempo de vida útil previsto. Embora o preço inicial custos de um congelador de túneis podem ser significativos, são um investimento a longo prazo. Os modelos de gama inferior podem ter necessidades de manutenção mais elevadas e uma esperança de vida mais curta, o que conduz a um aumento dos custos ao longo do tempo.
- Compra inicial: Considere não só o preço, mas também a fiabilidade e a eficiência da unidade.
- Despesas de funcionamento: Ter em conta o consumo de energia e quaisquer recursos ou pessoal adicionais necessários.
- Manutenção: A manutenção regular pode incluir a substituição de peças, limpeza e verificações de serviço para garantir um desempenho ótimo.
As empresas devem optar por túneis de congelação que ofereçam facilidade de manutenção para evitar longos períodos de inatividade e garantir a longevidade, o que acaba por afetar o custo total de propriedade.
Conclusão

Os congeladores de túnel representam um avanço significativo na tecnologia de congelação criogénica, crucial para a indústria alimentar. São concebidos para congelar produtos rápida e uniformementeO objetivo é assegurar a preservação da qualidade e o prolongamento do prazo de validade de produtos alimentares como carne, marisco, refeições prontas e legumes.
Eficiência é uma caraterística distintiva dos congeladores de túnel; utilizam menos energia em comparação com os métodos de congelação convencionais, fazendo eco da tendência da indústria para mais rentável e sustentável soluções. Os alimentos entram no túnel de congelação numa extremidade, quer estejam quentes ou à temperatura ambiente, e emergir completamente congelado no outro, demonstrando a capacidade do sistema para lidar facilmente com a produção de grandes volumes.
Os congeladores de túnel também são versáteis, com diferentes modelos que se adaptam a vários requisitos e balanças. Quer se trate de operações em grande escala ou de estabelecimentos mais pequenos e especializados, as suas aplicações são vastas e indispensáveis.
Essencialmente, a integração de congeladores de túnel no processamento de alimentos não só mantém a qualidade do produto, como também contribui para a otimização dos custos operacionais e da utilização dos recursos. É um investimento que se alinha com o objetivo da indústria alimentar de satisfazer elevados padrões dietéticos e expectativas dos consumidores, mantendo ao mesmo tempo viabilidade económica e responsabilidade ambiental.
