Stainless steel equipment is crucial to modern food processing industry. This blog will walk you through the realm of stainless steel food equipment in the domain of food processing industry.
Overview of Stainless Steel in Food Equipment
Stainless steel’s unique properties make it a preferred material in food processing and manufacturing. Highlighting its corrosion resistance, strength, and ease of maintenance, this section will demonstrate why it’s essential for quality and safety in food equipment.
Material Properties
Stainless steel is renowned for its corrosion resistance, primarily due to the inclusion of chromium, usually at least 10.5% of the total composition. Chromium reacts with oxygen to form a stable, passive film of chromium oxide on the surface, preventing rust and degradation.
This material often includes nickel and molybdenum to enhance mechanical properties and resistance to more aggressive chemicals. Common grades like austenitic SUS304 exhibit excellent resistance to organic and inorganic chemicals found in food processing.
In addition to its resistance to corrosion, stainless steel is valued for its durability and strength. This robustness ensures long-lasting equipment that can withstand rigorous cleaning cycles and heavy use without significant wear.
Comparisons With Other Metals
Compared to iron and carbon steel, stainless steel offers superior resistance to food acids and cleaning chemicals. While iron easily rusts, the passive chromium oxide layer on stainless steel prevents oxidation and corrosion.

Aluminum, another metal used in food processing, is lightweight but lacks the same level of corrosion resistance and can react with acidic foods, affecting both taste and safety. Carbon steel is stronger but requires extensive coating to prevent rust, which can wear off over time.
Unlike these metals, stainless steel’s non-reactive nature ensures the preservation of food quality. This makes it a more reliable choice for various applications in the food industry.
Design and Application
Stainless steel’s properties make it highly suitable for a wide range of food equipment, from mixers and slicers to storage tanks and conveyors. Grades like 304 and 316 are commonly used due to their balance of cost and performance.
Engineers and designers prefer stainless steel for its ability to be formed into complex shapes without losing structural integrity. This allows for smooth, easy-to-clean surfaces critical in preventing contamination and ensuring food safety.
Its versatility extends to both hot and cold processing environments, maintaining stability under various temperatures, making stainless steel indispensable in the design and manufacture of quality food processing equipment.
Technological Innovations by Square Technology
Square Technology stands out for its advanced innovations in the food freezing industry, focusing on maximizing efficiency and hygiene. Their technologies like the Plate Freezer and PIR Panels have set new standards in the market.
Plate Freezer
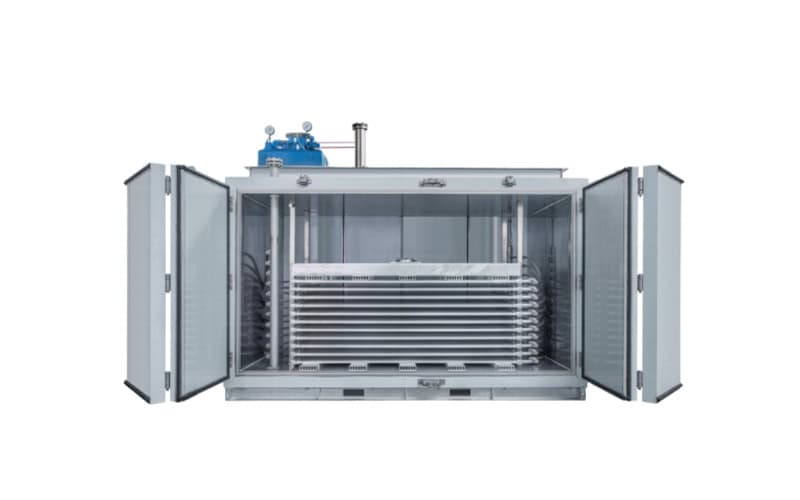
Square Technology‘s Plate Freezer is designed to optimize the freezing process with minimal energy consumption. The unit uses a refrigerant that is allowed to circulate inside thin channels within the plates.
Moreover, equipped with one-piece insulated enclosure, it ensures better insulation and strength.
Finally, separate liquid supply and suction is provided for each plate, guaranteeing supply with high efficiency and better freezing performance.
PIR Panels

The PIR Panels from Square Technology provide excellent insulation properties, crucial for maintaining efficient thermal management in freezing systems. These panels feature a high-performance polyisocyanurate (PIR) core, offering superior thermal resistance compared to traditional insulation materials.
Designed for both freezing units and cold storage, PIR Panels enhance energy efficiency and system reliability. They are easy to install and maintain, making them a practical choice for various applications.
The panels also support the overall design by contributing to minimized food dehydration and maintaining optimal temperatures. Their robust construction ensures long-lasting performance, aligning with Square Technology’s commitment to innovation and efficiency.
Implications for Food Processing Efficiency
Stainless steel food equipment, such as products from Square Technology, significantly impacts the efficiency of food processing operations by optimizing energy consumption and enhancing quality control and traceability measures.
Energy and Consumption Considerations
Using stainless steel in food processing equipment offers substantial benefits in energy efficiency and consumption. The notable properties of stainless steel, such as high heat conductivity and non-reactivity, allow for faster heating and cooling cycles. This efficiency is crucial in processes involving tunnel chillers and freeze dipping, where reduction in freezing time directly translates to more efficient production cycles.
An efficient evaporator made from stainless steel enhances heat transfer, ensuring rapid temperature changes and maintaining desired conditions. The reliability and durability of stainless steel minimize maintenance frequency, contributing to sustainability by reducing downtime and energy wastage. Cold loss is minimized with well-insulated stainless steel equipment, vital for maintaining consistent temperatures in cold chain equipment applications.
Quality Control and Traceability
In food processing lines, maintaining high standards of quality control and traceability is essential. Stainless steel’s properties, including its non-reactive and food-grade nature, make it ideal for handling various food products without compromising their safety or quality. For instance, its resistance to high temperatures and corrosion helps maintain hygiene, reducing the risk of contamination.
Stainless steel equipment often includes integrated systems for monitoring and traceability, essential for compliance with food safety regulations. Companies like Zhiyan Food and Mercuries F and B, benefiting from reliable and accurate traceability mechanisms, ensure every batch can be tracked from production to end consumers. This traceability is enhanced by the robust construction and ease of cleaning of stainless steel equipment, supporting rigorous quality control requirements.