A spiral freezer is a crucial piece of equipment in the food industry. It works by mechanically transporting food products on a continuous spiral conveyor belt through a tightly controlled cooling process. This blog will guide you through the exploration of spiral freezers.
Fundamentals of Spiral Freezing
Spiral freezers are essential in the food processing industry due to their efficiency and compact design. They are designed to quickly freeze large quantities of products, preserving their freshness and texture.
Design and Functionality
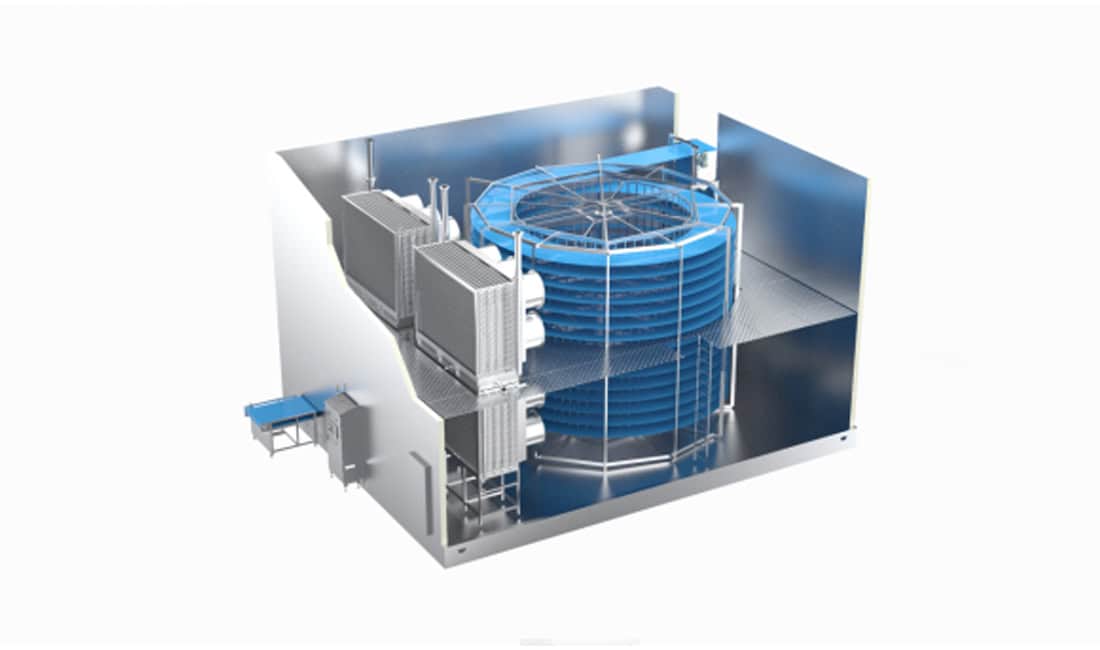
The primary design feature of a spiral freezer is its spiral conveyor system. Products travel on a continuous belt, moving upwards or downwards through the freezing chamber. This design maximizes space efficiency, allowing significant quantities of food to be frozen in a smaller footprint compared to traditional freezers. The belt width can be between 356 to 1372mm. The freezing capacity covers from 300 to 10000kg/h. The freezer configurations can be tailored to suit the customer’s plant layout. The single spiral freezer can be low-in-high-out or high-in-low-out. It can also be a single belt or a twin belt. The double spiral freezer has A, B, C configurations for the spiral drum and evaporator. The belt direction of the spiral freezer can also be straight through, 90 degree turn and 180-degree turn.
The freezing process involves maintaining an enclosed environment at extremely low temperatures, typically achieved through evaporator fans and a controlled belt speed. This setup ensures uniform freezing across all surfaces of the product. Additionally, these freezers are designed for easy cleaning and continuous use, preventing ice buildup that could disrupt operations.
Types of Spiral Freezers
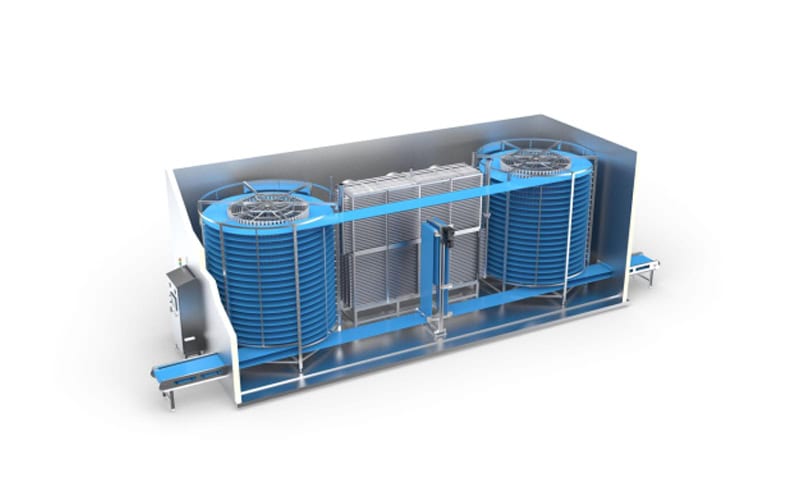
Different types of spiral freezers cater to various industrial needs. The most common types include friction-driven single spiral freezer, double spiral freezer, direct-drive single spiral freezer and direct-drive double spiral freezer.
The Freezing Process
The freezing process in a spiral freezer ensures consistent product quality by maintaining moisture, texture, and freshness. It involves precise control over temperature and cooling as well as efficient airflow and heat exchange mechanisms.
Temperature and Cooling
Temperature control in spiral freezers is critical for preserving the quality of food products. These freezers can reach temperatures as low as -100°C, allowing for rapid and efficient freezing. This is particularly important for maintaining the texture and freshness of frozen goods.
The refrigerant used, often liquid nitrogen or carbon dioxide, plays a significant role in the cooling process. This refrigerant facilitates rapid temperature drops, ensuring food products freeze evenly. Adjustable belt speeds further refine the freezing process duration, impacting the final product’s temperature and overall quality.
Airflow and Heat Exchange
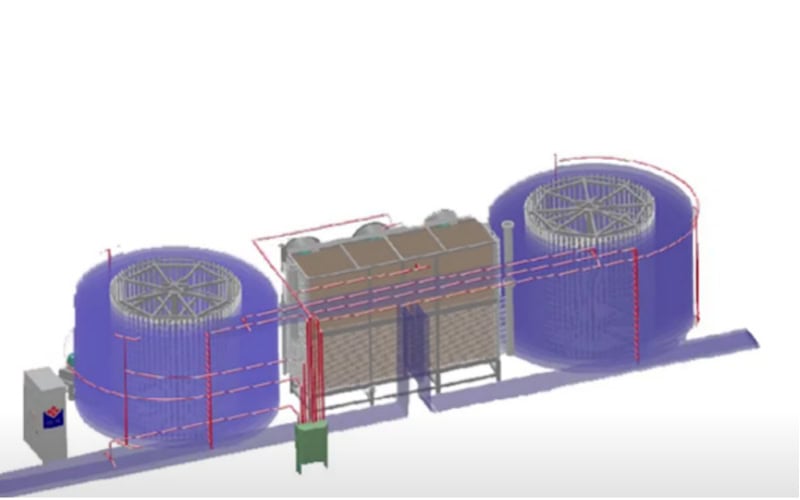
Airflow within a spiral freezer is designed to maximize heat exchange efficiency. High-velocity air is pumped over the food products in either a vertical or downflow pattern. This method ensures that all surfaces of the product are evenly frozen, which is crucial for maintaining moisture and texture.
The R&D team uses professional flow field analysis tools to simulate the airflow. The simulation data and laboratory test date are compared to get the optimal airflow pattern and the European professional heat exchanger software is used to determine the optimum fin spacing, tube patterns flow field layout and heat exchange efficiency. The evaporator meets the requirements of a variety of IQF food processes. The ADF real-time air defrosting system is optional. The air nozzle assembly travels reciprocatingly along the evaporator to blow off the frost. The real-time defrosting extends the continuous production time of the freezer and reduces the downtime for defrosting.
Operational Efficiency
Achieving operational efficiency in spiral freezers involves consistent maintenance, hygiene practices, and strategies for reducing energy consumption and enhancing sustainability.
Maintenance and Hygiene
Routine maintenance is crucial for optimizing the performance of a spiral freezer. Regular inspection of the spiral conveyor and other mechanical refrigeration components ensures smooth operation, minimizes downtime, and extends the shelf life of the equipment.
The spiral freezer is enclosed with PIR foam insulated panels. The panels are fabricated by Square Technology with the advanced German panel production line. The panels feature stainless steel cladding fire-retardant and high insulation properties. Food safety is the first priority for the food processing business. Square Technology’s products are built to the European hygiene standard of food processing machinery. The freezers have spacious access for cleaning and maintenance and minimum dirt traps. The CIP(clean-in-place) is optional. The cleaning areas include belts, evaporators, insulated panels, and conveyor structures.
Energy Consumption and Sustainability
Energy consumption is a significant factor in the operational cost of spiral freezers. Efficient energy savings can be achieved through optimization of air temperature, flow, and velocity within the freezer. Variable speed drives for evaporator fans and smart control systems can adjust energy consumption based on load requirements, thus reducing the overall carbon footprint. The freezer is more energy efficient with the ADF system.
Applications and Considerations
Spiral freezers are essential in the food industry for the quick and efficient freezing of various products. Understanding their applications and considerations is crucial for optimizing their use in different contexts.
Industry Implementation
Spiral freezers are extensively used in food processing facilities. These machines help efficiently freeze large quantities of frozen food items like poultry, fish, and meat. They are popular in food manufacturing and storage operations, allowing manufacturers to reduce overall floor space usage due to their space-saving design.
Food safety is another critical aspect. The controlled and rapid freezing process minimizes bacterial growth, ensuring that prepared foods like ready meals and pizza remain safe for consumption. The features of spiral freezers, like 360-degree freezing and minimal ice buildup, contribute to maintaining hygiene standards.

Product-Specific Freezing
Different food products have unique freezing requirements. For baked goods and cheese, spiral freezers maintain product characteristics like texture and flavor. This method is also effective for vegetables, fruit, and pasta, preserving their nutritional value and appearance.
In the context of prepared foods, such as cheese and ready meals, spiral freezers ensure uniform freezing, which is vital for quality control. The versatility of these machines means they can handle a variety of food items, from fresh to frozen, maintaining quality throughout the process.
If you are looking for a spiral freezer manufacturer, look no further than Square Technology. Square Technology stands at the forefront of innovation in the realm of food processing, renowned for its revolutionary spiral freezers. Its spiral freezers represent the pinnacle of engineering excellence, boasting state-of-the-art features designed to meet the diverse needs of our clients and will surely meet your needs.

