
Tunnel freezers stand out as sophisticated and reliable pieces of industrial machinery integral to the cold chain in food processing. Employing advanced freezing technology, these systems allow for the rapid and uniform freezing of a variety of food products. Their controlled environment ensures that the quality and freshness of the items are preserved by bringing them quickly to temperatures low enough to inhibit bacterial growth and enzyme activity. Food producers utilize tunnel freezers not just for their efficiency, but also because they are space-saving compared to other types of freezers.
The applications of tunnel freezers are remarkably widespread, ranging from the preservation of meats and seafood to ready-made meals and frozen vegetables. This versatility makes them indispensable in food sector companies where the speed of freezing can make a significant difference in maintaining the product’s texture, flavor, and overall quality. Different configurations of tunnel freezers cater to diverse processing requirements, reinforcing their role as a vital component in contemporary food production lines.
Beyond their operational advantages, tunnel freezers are also highly energy efficient. By minimizing energy consumption, they offer food producers a more cost-effective solution compared to conventional freezing methods. The financial benefits, coupled with improved product quality, underscore the central role of tunnel freezers in food processing and highlight why they are the preferred option for speed and uniformity in industrial freezing applications.
Fundamentals of Tunnel Freezers

Tunnel freezers are sophisticated systems designed for rapid and uniform freezing. They integrate advanced technologies and are pivotal for industries requiring bulk product freezing with efficiency.
Design and Mechanism of Tunnel Freezers
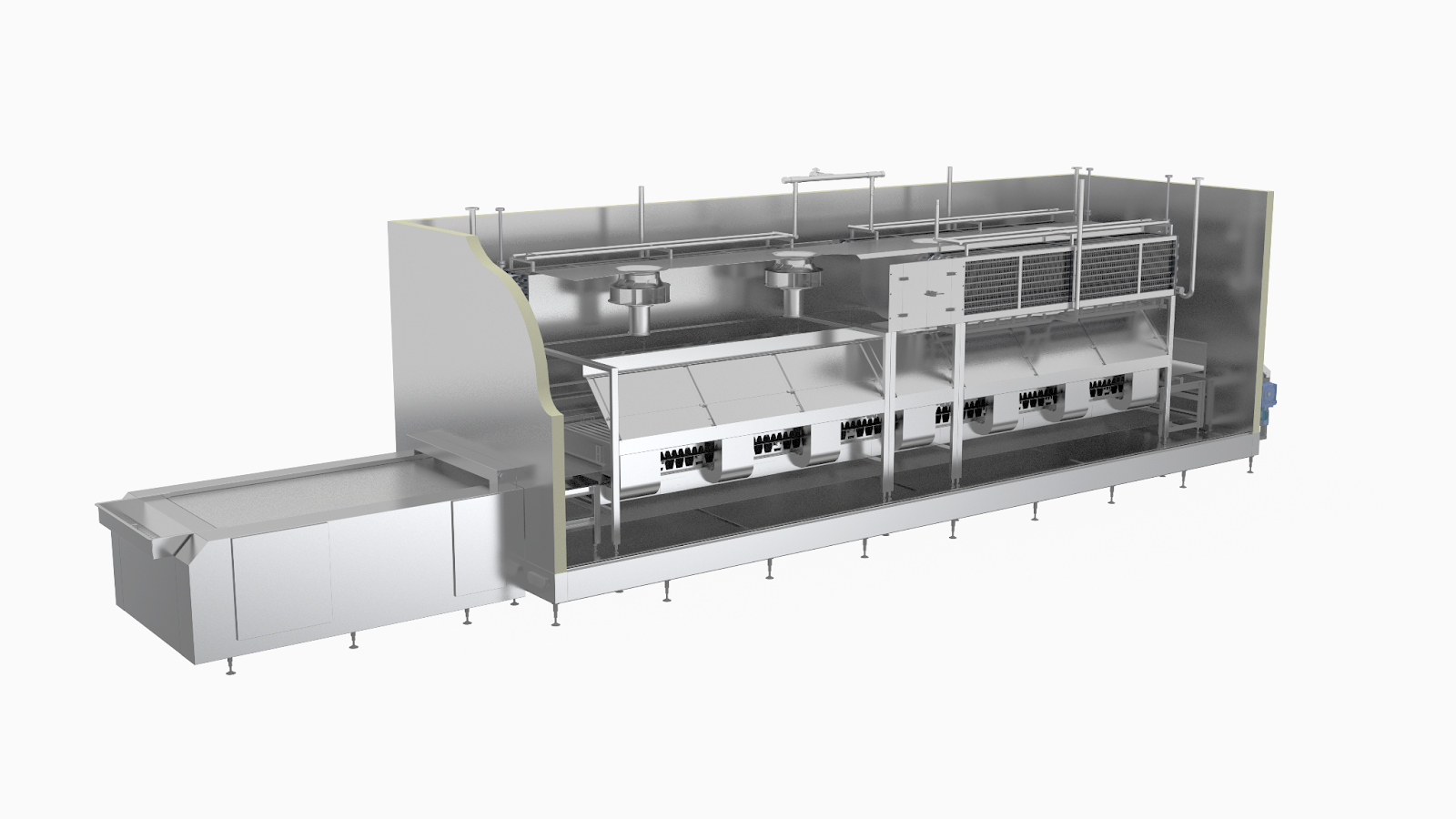
Tunnel freezers typically consist of an insulated enclosure equipped with a conveyor belt system that transports products through a controlled freezing zone. The products enter at one end, progress through the tunnel where they are exposed to cold air or cryogenic agents like liquid nitrogen, and emerge frozen at the opposite end.
The freezing tunnel operates using precision-engineered airflow systems that ensure even temperature distribution. Through directed cold air, quick-freezing temperatures are achieved, reducing the likelihood of ice crystal formation that can damage the product’s cellular structure.
Cryogenic vs. Mechanical Freezing
Cryogenic Tunnel Freezers utilize cryogenic liquids — primarily liquid nitrogen or carbon dioxide — to achieve rapid freezing. As the cryogenic liquid comes into contact with the products, it rapidly absorbs heat, vaporizes, and freezes the products quickly.
On the other hand, mechanical freezing involves circulating refrigerated cold air over the products to gradually lower their temperature. While not as fast as cryogenic freezing, mechanical systems are more common and can be cost-effective for certain applications.
Both methods aim to preserve product quality and extend shelf life, but they do cater to different requirements based on production scale, the temperature thresholds, and the specific nature of the products being frozen.
Benefits of Tunnel Freezing

Tunnel freezers are designed to enhance the preservation and safety of food while optimizing the efficiency of the freezing process. These benefits are critical for producers who demand the highest quality and safety standards in their frozen products.
Preservation of Quality and Freshness
- Quality: Tunnel freezers provide rapid freezing, which is pivotal in reducing the formation of large ice crystals within the cellular structure of food, therefore preserving the texture and original quality of the product.
- Freshness: Due to the quick freezing process, food items retain their freshness, which translates to an extended shelf life once they reach consumers.
Enhancing Food Safety
- Safety: A controlled freezing environment lowers the possibility of bacterial growth, thus enhancing food safety.
- By maintaining a constant freezing temperature, tunnel freezers ensure that food products are consistently kept at safe temperatures throughout the freezing process.
Operational Efficiency
- Efficiency: These systems are designed for energy efficiency, often resulting in lower energy costs in comparison to traditional freezing methods.
- Due to their design and automation capabilities, tunnel freezers improve the efficiency of the food production process, allowing for a continuous flow of products.
Through these focused benefits, tunnel freezers represent an invaluable solution for the food processing industry.
Applications Across Food Industries

Tunnel freezers are integral to various sectors within the food industry, ensuring quick freezing for a range of products while maintaining quality.
Impact on Seafood and Meat Processing
In the realm of seafood and meat processing, tunnel freezers play a pivotal role. Whether it’s meat cuts or delicate seafood, the consistent and efficient freezing capabilities ensure these items remain fresh from the time of processing until they reach the consumer.
Role in Fruits and Vegetables Preservation
The use of tunnel freezers extends to fruits and vegetables preservation, where maintaining freshness, color, and nutritional integrity is paramount. These freezers can quickly bring down the temperature of vegetables and fruits, thus preventing enzymatic reactions that could degrade their quality. This method of freezing is particularly beneficial for tender fruits and vegetables, which are prone to bruising and spoilage.
Bakery, Ready Meals, and Other Foods
Tunnel freezers are not limited to raw produce; they also serve essential functions in the bakery and ready meals sectors. The ability to fast-freeze baked goods helps retain their moisture and texture, prolonging shelf life without sacrificing taste. Similarly, for ready meals, which demand a quick turnaround while maintaining nutritional content and flavor, tunnel freezers supply an indispensable solution. Various foods across the food industry benefit from the uniform and efficient freezing that tunnel technologies offer.
Technological Advancements

The technological advancements in tunnel freezers have significantly improved the freezing process, making it more efficient and environmentally friendly. These breakthroughs encompass both design innovations and reductions in energy consumption.
Innovations in Freezing Systems
Innovations within tunnel freezer technology have introduced the use of liquid nitrogen and carbon dioxide as refrigerants, enabling rapid chilling and better preservation of food quality. These cryogenic agents have sped up the freezing process, providing swift deep freezing capabilities. Advanced control systems further enhance the effectiveness of these freezers, allowing for precise temperature and environment management, leading to uniformly frozen products.
- Liquid Nitrogen Systems: These systems utilize liquid nitrogen which offers quick freezing down to very low temperatures.
- Carbon Dioxide Systems: Utilizing carbon dioxide as a refrigerant for its properties as a gas and liquid during the freezing cycle.
Energy Consumption and Environmental Impact
Energy efficiency has become increasingly important in tunnel freezer operations. With advancements in insulation materials and design, modern tunnel freezers are designed to minimize energy consumption. The integration of advanced control systems ensures that the freezers operate optimally, reducing wasted energy.
- Insulation Materials: Newer materials provide better insulation, keeping cold air inside and reducing energy leakage.
- Refrigeration Design: Improved design of refrigeration systems leads to less energy required to maintain low temperatures.
Efforts to monitor the environmental impact have also driven innovations, such as the use of eco-friendly refrigerants, which lessen the ecological footprint of these systems.
Choosing the Right Tunnel Freezer

Selecting the appropriate tunnel freezer is crucial for efficiency and cost-effectiveness in the food processing industry. Key factors like capacity, scalability, and lifecycle costs should guide the decision-making process to ensure a long-term investment that aligns with production requirements.
Capacity and Scalability
When assessing capacity, it is essential to consider the production capacity that matches current demands and future growth. A tunnel freezer’s size is often measured in terms of the volume of food it can freeze within a specific time frame. Companies must evaluate their average production loads and peak demand times to determine a freezer size that will not compromise on efficiency.
- Small-scale: Suitable for startups or small operations where space and resources are limited.
- Medium-scale: Designed for mid-sized businesses with a substantial but not industrial-level output.
- Large-scale: Best for industry leaders that require maximum capacity for continuous, high-volume freezing.

Maintenance and Lifecycle Costs
Lifecycle costs are a combination of purchase price, operation costs, maintenance expenses, and expected lifespan. While the initial costs of a tunnel freezer can be significant, they are a long-term investment. Lower-end models may have higher maintenance needs and shorter life expectancies, leading to increased costs over time.
- Initial purchase: Consider not only the price but the reliability and efficiency of the unit.
- Operating expenses: Factor in energy consumption and any additional staffing or resources needed.
- Maintenance: Regular upkeep may include parts replacement, cleaning, and service checks to ensure optimal performance.
Companies should opt for tunnel freezers that offer ease of maintenance to prevent lengthy downtimes and ensure longevity, ultimately affecting the total cost of ownership.
Conclusion

Tunnel freezers represent a significant advancement in the cryogenic freezing technology, crucial for the food industry. They are designed to freeze products rapidly and uniformly, ensuring quality preservation and shelf-life extension of food items such as meat, seafood, ready meals, and vegetables.
Efficiency is a hallmark of tunnel freezers; they utilize less energy in comparison to conventional freezing methods, echoing the industry’s drive towards more cost-effective and sustainable solutions. Food items enter the freezing tunnel at one end, either hot or at room temperature, and emerge completely frozen at the other, demonstrating the system’s capability to handle high-volume production with ease.
Tunnel freezers also embody versatility, with different models catering to various requirements and scales. Whether in large-scale operations or smaller, specialized establishments, their applications are broad and indispensable.
In essence, the integration of tunnel freezers in food processing not only upholds product quality but also contributes to the optimization of operational costs and resource use. It is an investment that aligns with the food industry’s aim to meet high dietary standards and consumer expectations while maintaining economic viability and environmental responsibility.

