
Food processing equipment plays a critical role in ensuring the efficiency and safety of food production. High-quality equipment can significantly enhance productivity and maintain industry standards. This in-depth blog will guide you through the exploration of the topics of food processing equipment.
Food Processing Equipment Manufacturers
Several prominent manufacturers dominate the food processing equipment industry, one of which is Square Technology. Square is notable for producing a range of specialized equipment tailored to various segments of the food processing industry, including meat processing, bakery, dairy products, and confectionery.
How to Choose the Right Food Processing Equipment Supplier
Choosing the right food processing equipment supplier can significantly impact your operation’s efficiency and product quality. Focus on assessing factors such as experience with your product range and evaluating pricing and service agreements carefully.
Factors to Consider
When selecting a food processing equipment supplier, first verify their experience with your specific product range. Equipment suitable for liquid food processing might not handle powders effectively. Look for suppliers with demonstrable experience in manufacturing equipment for products similar to yours.
Additionally, ensure the supplier provides references from previous clients. This helps gauge the reliability and performance of their equipment. Quality customer support is also essential. The supplier should offer ongoing support and maintenance, minimizing downtime and ensuring smooth operation.
Comparing Pricing and Service Agreements
Price is a critical factor but should not be the sole criterion. Assess the value for money by comparing equipment quality, features, and long-term benefits. A supplier offering slightly higher prices might provide better quality and support services.
Service agreements also play a crucial role. Review what the supplier includes in their service agreements, such as maintenance schedules, replacement parts availability, and response times. A well-rounded service agreement ensures long-term productivity and lessens potential operational disruptions.
For example, using high-quality components, as seen with SF Engineering utilizing Intralox belts, can indicate a supplier’s commitment to quality. Contracts that outline clear terms and provide comprehensive support can further solidify your partnership with the supplier, ensuring reliability and efficiency.
Equipment Used in Food Processing
Food processing involves various types of equipment designed to handle, prepare, cook, store, and package food products. These machines improve efficiency, consistency, and safety in food production. Below is the food processing equipment list.
Food Processing Equipment List
Industrial Food Processing Equipment:
- Spiral Freezer
- Self-Tracking Spiral Freezer
- Refrigeration System
- Continuous Oven
- Continuous Proofer
- Carton Freezer
- PIR Panels (Insulated Panels)
- Air Cooler
Commercial Food Processing Equipment:
1. Fluidized Bed Freezer
Detailed introductions to these devices will be provided in the following parts.
Industrial Food Processing Equipment: Features and Applications
Industrial food processing equipment plays a crucial role in the large-scale production of food products. These machines are designed to handle different stages of food preparation with efficiency and precision, ensuring high-quality output and meeting stringent hygiene standards.
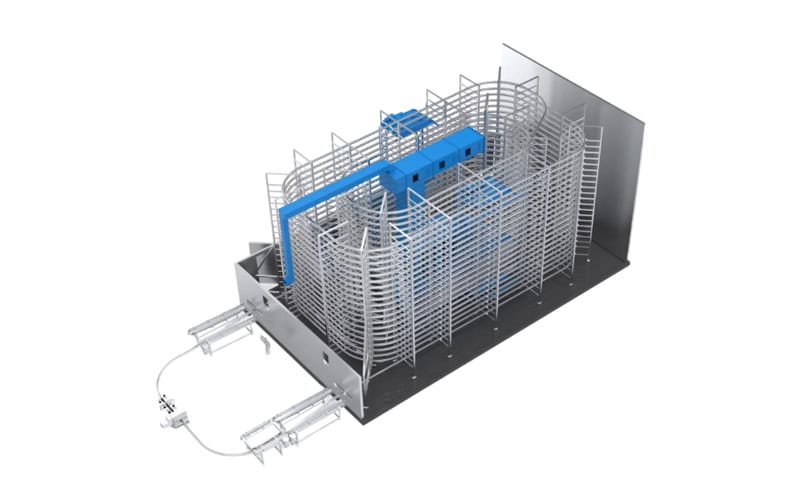
Spiral Freezer

A spiral freezer allows food products to be rapidly frozen by moving them along a spiral belt within a freezing chamber. This method retains the quality and texture of food items such as bakery products, seafood, and ready-made meals. It is highly efficient, conserving space and energy by freezing large volumes continuously.
Spiral Oven

The spiral oven utilizes a similar spiral belt system but for cooking rather than freezing. It ensures even cooking, while retaining moisture and texture in products like chicken, pastries, and pizzas. Its design allows for versatility, accommodating various cooking processes such as baking, steaming, and roasting.
Self-Tracking Spiral Freezer

A self-tracking spiral freezer is designed to minimize manual adjustments during operations. This innovation provides consistent tension over the conveyor belt, which translates to less downtime and maintenance. The self-tracking feature ensures optimal performance and extends the equipment’s lifespan.
Plate Freezer
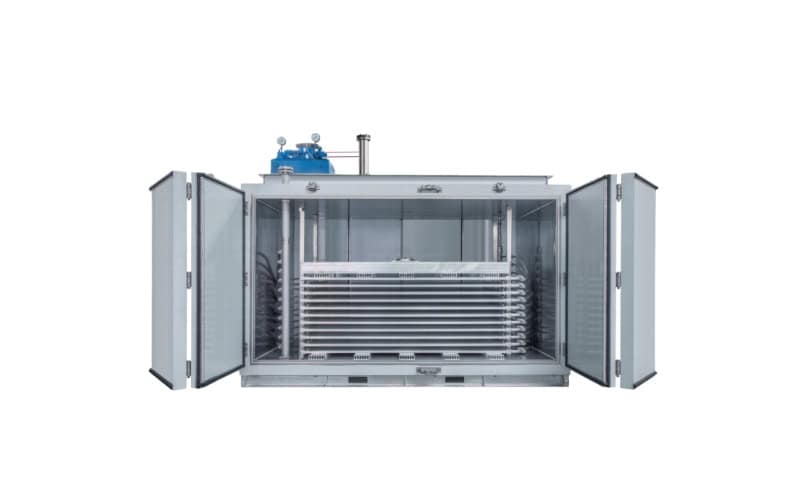
Plate freezers consist of evenly spaced metal plates that are cooled by refrigerants. Food items are placed between these plates, allowing for quick and uniform freezing. These are commonly used for flat products such as fish fillets and meat patties. They are valued for their efficiency and compact design.
Refrigeration System

The refrigeration system in industrial settings is critical for maintaining food quality and safety. It encompasses various components, including compressors, condensers, and evaporators, each playing a key role in temperature control. Advanced refrigeration systems are energy-efficient and meet strict food safety standards.
Impingement Tunnel Freezer

An impingement tunnel freezer uses high-velocity air jets to freeze products quickly. This technology is particularly effective for products like patties and pizzas that require rapid crust freezing to preserve structure and moisture. It is known for its quick freeze times and ability to handle high throughputs.
Continuous Oven

A continuous oven is designed for the seamless cooking of products on a moving conveyor belt. This equipment finds extensive use in baking, roasting, and toasting applications. It ensures uniform heat distribution, providing consistent cooking results, and is efficient for large-scale production lines.
Continuous Proofer
The continuous proofer allows for the controlled fermentation of dough products. It uses a moving conveyor system to maintain consistent temperature and humidity levels. This process is essential for bread and bakery products, ensuring proper rise and texture before baking.
Carton Freezer

Carton freezers are specialized for freezing packaged products within cartons. The cartons move through a cooling tunnel where cold air circulates to quickly freeze the contents. They are ideal for frozen goods like ice cream and prepared meals, ensuring product stability and longevity.
PIR Panels

PIR panels are used in constructing insulated walls within food processing facilities. Made from polyisocyanurate, these panels provide excellent thermal insulation and fire resistance. They help maintain the required temperatures, ensuring energy efficiency and temperature control in processing and storage areas.
Air Cooler

Air coolers are essential for maintaining ambient temperatures in food processing environments. They function by blowing cold air, which helps in removing excess heat generated during processing. Ensuring optimal working conditions, air coolers improve both product quality and worker comfort.
Commercial Food Processing Equipment: Advantages and Uses
Commercial food processing equipment plays a crucial role in enhancing productivity and maintaining consistency in food service operations. Key equipment includes fluidized bed freezers, which offer significant benefits in food preservation and quality.
Fluidized Bed Freezer
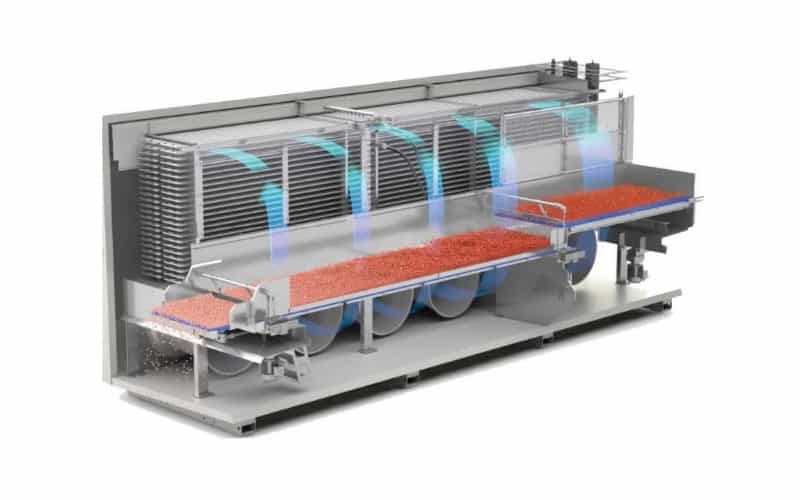
A fluidized bed freezer is an advanced piece of equipment used to quickly freeze small, particulate food items like peas, berries, and shrimp. This type of freezer utilizes blasts of cold air to rapidly freeze food products individually, which helps in maintaining texture and flavor.
The primary advantage of fluidized bed freezing is its ability to prevent foods from sticking together during the freezing process. This results in individually quick frozen (IQF) products that are easier to handle and portion. Additionally, IQF products typically thaw more evenly, preserving their original quality more effectively.
A fluidized bed freezer also ensures faster freezing times compared to traditional methods. This efficiency can lead to significant energy savings and reduced operational costs for commercial kitchens. The technology’s ability to maintain consistent product quality and extend shelf life makes it indispensable for the commercial food industry.
By employing fluidized bed freezers, establishments can improve the efficiency of their freezing processes while maintaining higher standards of food quality and safety.
Current Trends in the Food Processing Equipment Market
The food processing equipment market is experiencing notable trends as it continues to evolve.
Population Expansion and Income Growth
The market size was valued at USD 52.69 billion in 2023 and is expected to grow at a CAGR of 4.0% from 2024 to 2030. This growth is driven by population expansion and rising per capita disposable income, increasing the demand for meat and poultry products.
Technological Innovations
Advancements in technology have brought significant changes in food processing equipment. Innovations such as automation and smart technology integration have enhanced efficiency and production capabilities. These developments help meet the growing consumer demand for processed food products.
Market Valuation
The food processing equipment market is projected to grow from USD 112.45 billion in 2023 to USD 163.23 billion by 2030, exhibiting a CAGR of 5.5%. This growth indicates robust expansion due to increasing consumer demand and technological advancements.
Applications and Versatility
Food processing equipment is used in various applications, including meat processing, poultry processing, and other food products. This versatility has contributed to the market’s growth and adaptation to different consumer needs.
Regional Demand
Key regions are witnessing varying rates of growth. The demand in emerging markets is rising significantly, driven by economic development and urbanization.

